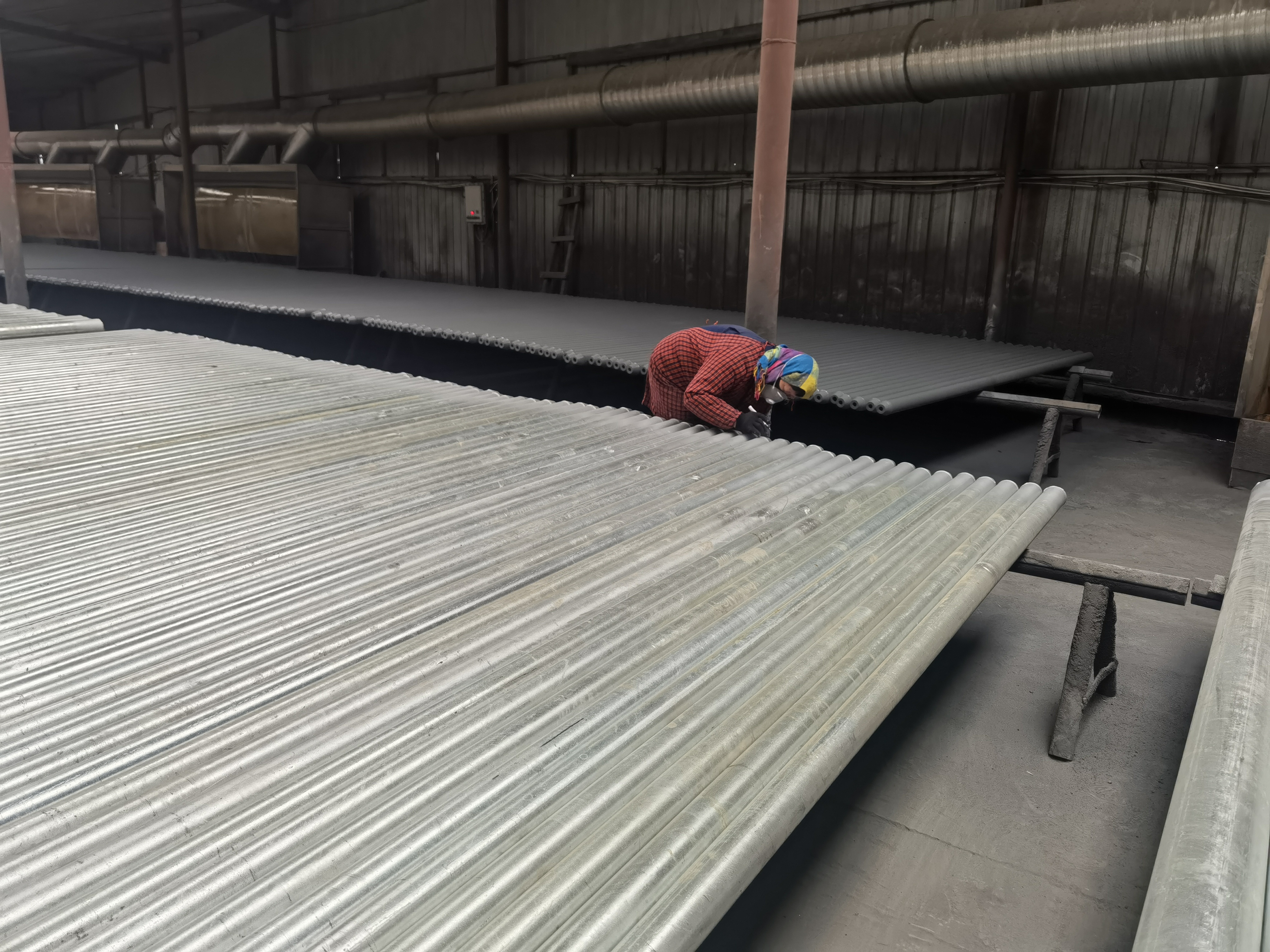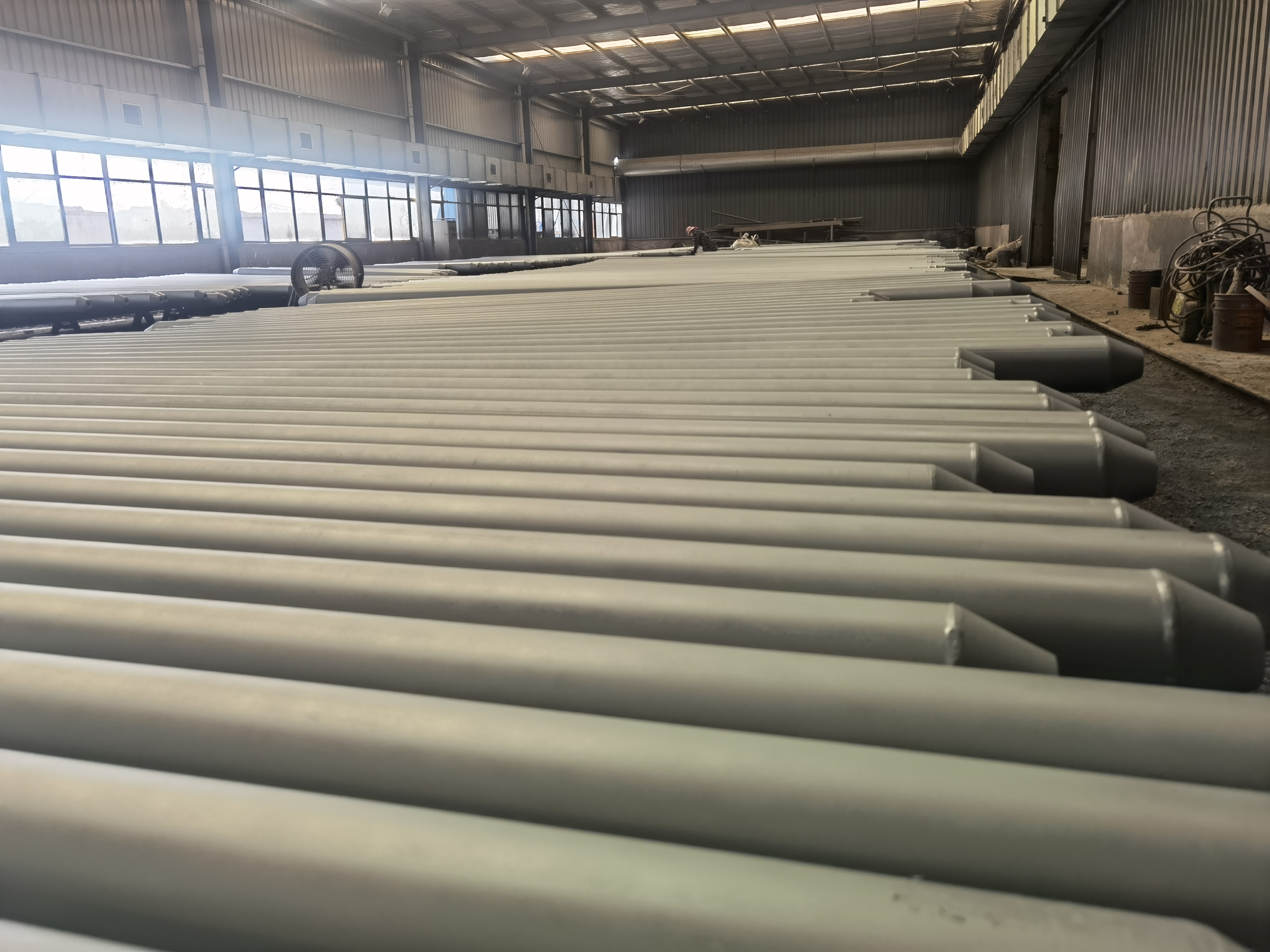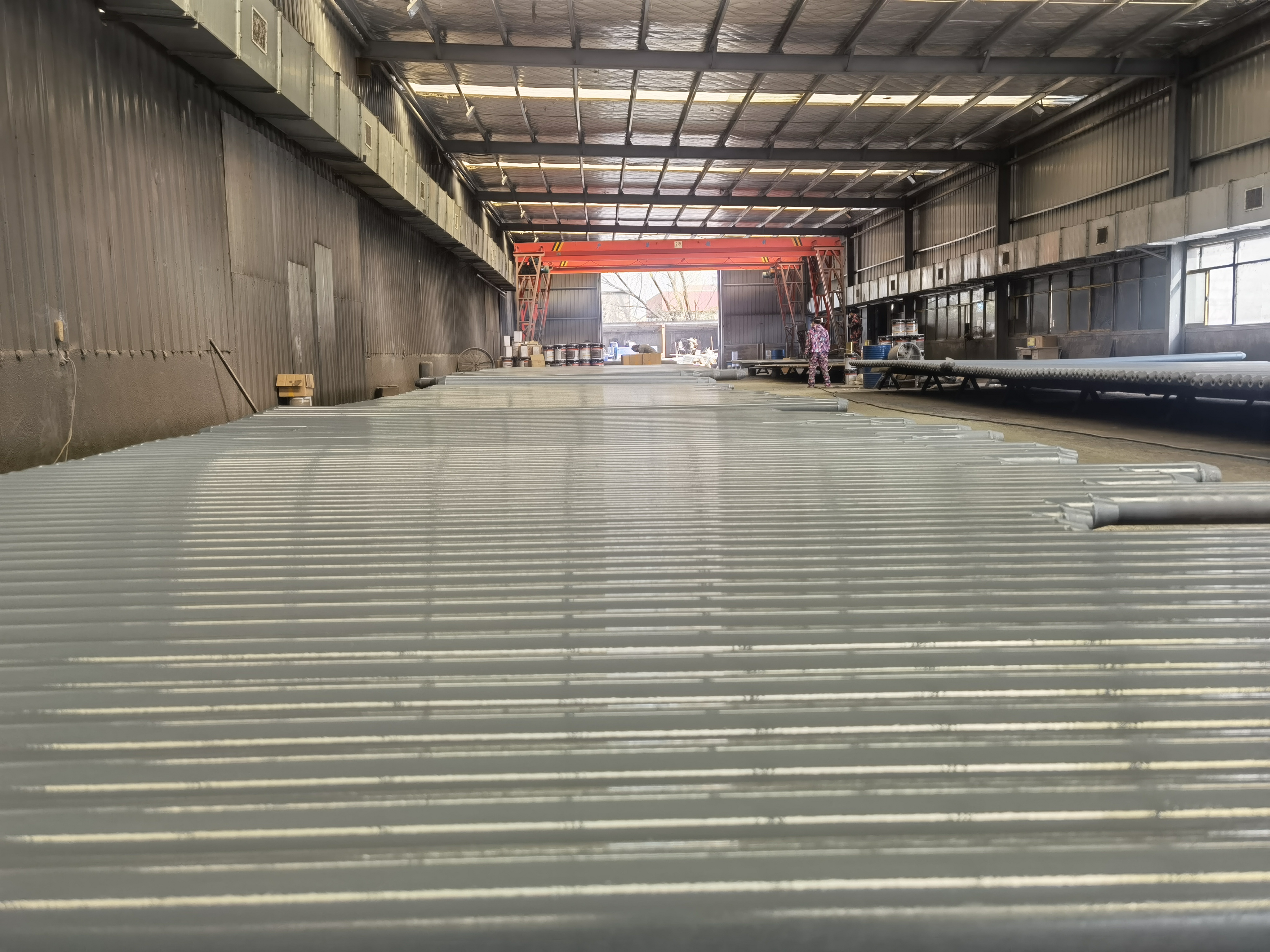



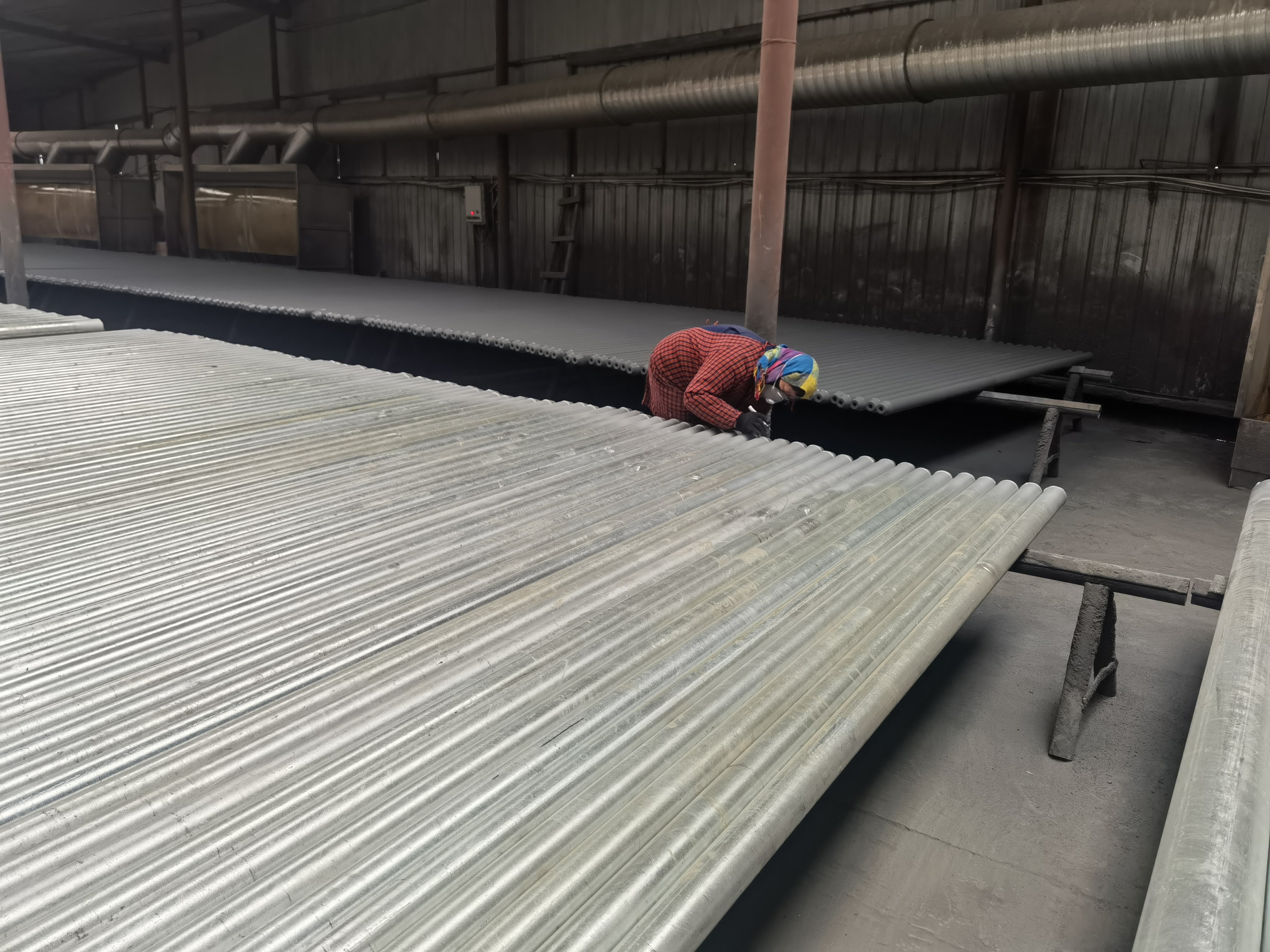




Sörétszórás és rozsdamentesítő eljárás az acél térkereten
Sörétszórás:
A sörétszórás során a járókerék centrifugális erejét használják a sörétfúvó gépen, amikor az nagy sebességgel forog, és a sörétszórási folyamat nagyon magas.
Az acél lineáris sebességét a kezelendő acél felületére lövik, ami fúvó- és köszörülési hatást eredményez, és eltávolítjuk az acél felületéről az oxidréteget.
és rozsda, és bizonyos érdességeket produkálnak.A szemcseszórás rendkívül hatékony, és zárt környezetben is elvégezhető.
Sörétszórás és rozsdamentesítés fokozat;
(1) Enyhe szemcseszórás és rozsdaeltávolítás.Az acélfelületnek mentesnek kell lennie látható zsírtól vagy szennyeződéstől, valamint erős oxidrétegtől, rozsdától és festékbevonatoktól és egyéb rögzítésektől;
(2) Alapos szemcseszórás és rozsdaeltávolítás.Az acélfelületnek mentesnek kell lennie látható zsírtól vagy szennyeződéstől, valamint erős oxidrétegtől, rozsdától és festékbevonatoktól és egyéb rögzítésektől;
(3) Nagyon alapos szemcseszórás és rozsdaeltávolítás.Az acélfelületnek mentesnek kell lennie látható zsírtól vagy szennyeződéstől, vízkőtől, vaselemektől, például rozsdától és festékbevonatoktól, a megmaradt nyomok csak enyhe foltok lehetnek pöttyök vagy csíkok formájában;
(4) Sörétszórás és rozsdaeltávolítás, hogy az acélfelület tiszta legyen.Az acélfelületnek mentesnek kell lennie látható zsírtól vagy szennyeződéstől, oxidációs bőrrétegtől, rozsdától és festékbevonatoktól és egyéb ragasztásoktól, egyenletes fémes fényt mutatva;